Come prevenire le crepe calde nelle parti fuse?
- Condividi
- Data Emissione
- 2021/4/9
sommario
Sappiamo tutti che l'applicazione dei getti è molto ampia. Attualmente è utilizzato nell'hardware e nell'intera industria meccanica ed elettronica. Quindi, come dovremmo prevenire la generazione di cricche a caldo?
La maggior parte delle persone non comprende la causa della crepa a caldo nelle parti di fusione , inclusa la pressofusione, che può produrre una crepa a caldo, quindi è necessario identificare una causa della crepa a caldo e prevenirne la generazione.
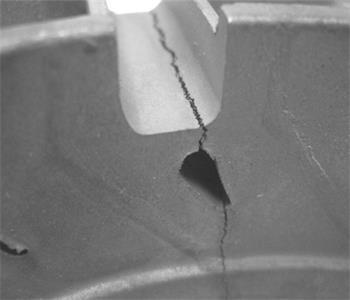
Definizione hot crack
Il cracking è la forma del crack, la frattura dell'avvolgimento è molto irregolare e la superficie è ampia, nello stretto, appartiene al crack caldo con il meccanismo che è iniziato dopo la condensazione, l'acciaio fuso nella cavità dello stampo quando la struttura cristallina è stata formata e ha iniziato a contrarre la linea, in questo momento a causa dell'acciaio interno non ha completato la solidificazione in un solido restringimento è bloccato, può causare stress nella fusione o deformazione plastica, quando sono più del materiale sotto la resistenza massima ad alta temperatura , la crepa di colata.
La causa della formazione di cricche termiche
Dopo che il metallo liquido è stato versato nello stampo, la perdita di calore avviene principalmente attraverso la parete dello stampo, quindi la solidificazione inizia sempre sulla superficie del getto. Il restringimento solido si verifica quando un gran numero di dendriti si sovrappone per formare uno scheletro completo nella fase successiva della solidificazione. Tuttavia, c'è ancora uno strato del film di metallo liquido non solidificato (film liquido) tra i dendriti. Se il restringimento del getto non è ostacolato da alcun impedimento, allora lo scheletro dendritico può ritirarsi liberamente senza essere sottoposto a forza. Quando il restringimento dello scheletro dendritico è ostacolato dalla muffa di sabbia o dal nucleo di sabbia, si verificherà uno stress da trazione se lo scheletro dendritico non può ritirarsi liberamente. La rottura si verifica tra i dendriti quando la sollecitazione di trazione supera la resistenza ultima del materiale. Se lo scheletro dendritico viene separato lentamente e una quantità sufficiente di metallo liquido attorno alla parte estratta fluisce nel sito della fessura in tempo per ricostituirsi, non si verificheranno crepe termiche nella fusione. Al contrario, se la cricca non viene reintegrata con metallo liquido, si verificheranno cricche calde nel getto.
Le cause della crepa a caldo si riflettono nel processo e nella struttura del getto, compreso lo spessore della parete del getto non è uniforme Angolo interno troppo piccolo; Lappatura eccessiva di parte della forcella, telaio in fusione, nervatura bloccano il normale restringimento della fusione; Il sistema di nebulizzazione ostacola il normale ritiro del getto. Ad esempio, lo spruzzatore è vicino al nastro della scatola o la resistenza della sabbia tra lo spruzzatore è molto elevata, il che limita il ritiro libero del getto. Il riser è troppo piccolo o troppo grande; il tasso di restringimento della linea in lega è troppo elevato; Gli elementi formanti della fase a basso punto di fusione nella lega superano lo standard e il contenuto di zolfo e fosforo nella ghisa è elevato. Caduta prematura della sabbia della scatola di colata, raffreddamento troppo veloce.
Come prevenire il cracking termico
1. Migliora la struttura delle parti fuse
Lo spessore della parete deve essere uniforme e l'angolo deve essere arrotondato per ridurre la concentrazione delle sollecitazioni. I raggi delle fusioni delle ruote possono essere piegati se necessario.
2. Migliorare la qualità di fusione dei materiali in lega
I processi di raffinazione e degasaggio sono stati usati per rimuovere inclusioni ossidanti e gas nei metalli liquidi. Il contenuto di impurità nocive dovrebbe essere controllato e dovrebbe essere adottato un ragionevole processo di fusione per prevenire crepe da freddo.
3. Adottare le corrette misure del processo di colata
La solidificazione simultanea delle fusioni nel processo di fusione delle parti è vantaggiosa per prevenire non solo cricche calde ma anche cricche fredde. Impostare ragionevolmente la posizione e le dimensioni dell'alzata di colata per rendere la velocità di raffreddamento di ciascuna parte del getto il più uniforme possibile e ridurre la tendenza alla fessurazione.
Determinare correttamente il tempo di permanenza del getto nello stampo in sabbia. Lo stampo in sabbia è un buon contenitore di isolamento termico, che può ulteriormente omogeneizzare la temperatura delle parti più spesse e più sottili del getto, ridurre la differenza di temperatura tra di loro, ridurre lo stress termico e ridurre la tendenza alla fessurazione da freddo. Allungare il tempo di permanenza del getto nello stampo, in modo da non aprire troppo presto la scatola nel getto con conseguenti maggiori sollecitazioni interne, e cricche da freddo.
Le misure efficaci per prevenire la fessurazione a freddo dei getti dovuta allo stress da ritiro sono rimuovere il ferro della cassa di pressione e allentare il dispositivo di fissaggio della cassa di sabbia il prima possibile dopo la solidificazione dei getti aumentando la recalcitranza dello stampo in sabbia e dell'anima in sabbia . Lo stampo in sabbia e l'anima di getti di grandi dimensioni possono essere scavati in anticipo dopo il getto per ridurre la loro resistenza al ritiro al getto e favorire il raffreddamento uniforme di ciascuna parte del getto. Nel processo di caduta della sabbia, la pulizia e la manipolazione dei getti, la collisione e l'estrusione dovrebbero essere evitate per evitare crepe da freddo nei getti.
trattamento termico 4.aging
Per i getti con elevato stress di colata, il trattamento di invecchiamento deve essere effettuato in tempo per evitare cricche da freddo causate da eccessivo stress residuo. Se necessario, il trattamento termico di invecchiamento deve essere eseguito dopo il taglio del montante del getto o la riparazione della saldatura
Le nostre colate in sabbia possono essere molto buone per prevenire la generazione di crepe a caldo, il processo di fusione di precisione e il proprio materiale nella prevenzione della parte di crepe a caldo è fatto abbastanza bene. Quindi, se sei interessato al casting, ti preghiamo di contattarci immediatamente!